|
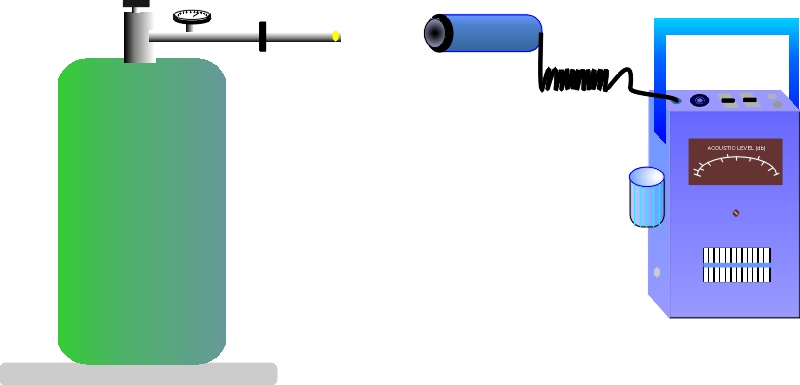
The Sonic 3000 transmitter is used
to generate acoustic waves inside containers which are difficult to
pressurize such as piping systems, tanks, large refrigerators, airplane
cabins, window leaks, and condenser tubes.
The high energy waves of the transmitter flood the area and escape through
small leaks in the same way that air would. The Sonic 3000 detects these
waves easily which are heard as a shrill tone, unlike any other sound on
the instrument. By following the sound to its source with the air probe,
leaks can easily be located.
By increasing the number of transmitters in condenser tubes, the
ultrasonic waves have been found sufficient to vibrate thin spots in the
metal which are not yet leaks but will be soon.
The Sonic 3000 can help
prevent unscheduled shutdowns in all types of rotating or reciprocating
machinery by detecting the following types of faults:
- Insufficient oil film
- Oil whirl
- Bearing problems
- Gear defects
- Misalignment
- Bent or unbalanced shafts
- Rubbing
PROCEDURE
It is important to measure the ultrasonic readings as closely as possible
to the point of possible problems. It is also important that the same
monitoring point should be used consistently. Because of the wave guide
this surface need not be smooth or flat. It can be any temperature.
After calibrating the Sonic 3000, record the meter amplitude at each test
point. Repeat this procedure in a week to assure repeatability, then again
in one month. After this, readings should be taken periodically and
recorded. Often a chart format is the easiest to use. Each machine is
sufficiently different and a separate record should be kept on each one.
There is not a universal norm. Stability of your readings is your best
indication that no failure is in progress. Even gradual increases in
readings are indicators that problems are developing.
USING THE SOUND FUNCTION
When the ultrasonic frequency is translated into audible sound good
bearings have a distinct soft rushing sound. A louder grinding or
crackling noise indicates the bearing is beginning to fail, whereas a
gradual rise in the meter reading accompanied by a smooth rushing sound
indicates possible lubrication failure.
STARTING A MAINTENANCE PROGRAM
- Select the machines to be
monitored.
- Prepare a master sheet on each
machine.
- Choose the monitoring points on
each machine and mark them.
- Calibrate the Sonic 3000 and
take initial readings. Be sure the machine operating conditions are
recorded.
AFTER OVERHAUL:
Readings should be rechecked to verify all problems have been
solved. Readings should return to machine norm.
NEW MACHINE-INCOMING
INSPECTION
When purchasing new machinery, maximum acceptance levels should be
established by checking your machines or others at the manufacturer prior
to acceptance.
PRODUCTION QUALITY CONTROL
Manufacturers can institute routine measurements and establish acceptable
levels for their own quality assurance and as an aid to customers
maintenance programs and in field troubleshooting.
High voltage electrical
corona arcing, insulation breakdown, and bad motor brushes, all produce
strong vibrational energy with distinct audible characteristics:
- Frying sound, ending in a click
indicates a contact arc.
- Continuous frying sounds
indicate internal corona.
- Build-up of frying sounds
indicate progressive deterioration. If followed by silence, capacitor
breakdown at a specific voltage is indicated.
- A continuous AC hum indicates a
good transformer.
Electrical problems are usually
investigated with the air probe and the focusing extension so corona is
easy to spot at a safe distance (usually about 3 feet) or when inspecting
overhead wires outside.
The contact probe is
sometimes used when airborne corona discharges are interfering or when the
problem area is inside an enclosure. In these cases precautions need to be
taken such as:
- a high rated insulating glove.
- standing on an insulated rubber
pad.
- an electrically insulating tip
rigidly attached to the wave guide end.
During controllable inspections
the voltage across the test component is gradually raised from zero to the
peak test voltage. As the voltage is increased, the intensity and type of
noise detected will change indicating the type and extent of problems.
The instrument must be
calibrated before each initial use. ASTM's "Standard Method of Testing
Leaks Using Ultrasonics" (ASTM E-1002 Standard Test Method for
Leaks Using Ultrasonics) requires the following
calibration procedure and apparatus:
- A leak standard with a preset
flow rate of 1 centimeter per second ± 5%. The orifice size shall be
approximately 5 mils.
- A regulator for the calibration
gas supply with a tank pressure gauge.
 |
The detection
probe shall be located at a distance of 10.0 meters (+ or - .1
meters) from the calibrated leak. Check to see that the detector
probe and leak source are aligned. Adjust the instrument's meter to
a meter reading of 50% of full scale.
|
| Place a sound
absorbing barrier in front of the microphone, blocking out the
calibrated leak source; the meter reading should zero with a
corresponding absence of an audible signal. |
Recalibration
During inspection, the equipment must be periodically recalibrated at
least once every four hours during use. This periodic recalibration must
be performed using the reference leak to determine whether the leakage
continues to trigger the monitoring system.
The equipment should be rechecked
after any abnormalities have been observed in its operation.
American Gas & Chemical offers as
an option (Part #3000CB) a calibration standard which meets the
requirements of ASTM. The ASTM Standard Method is available upon request
from American Gas & Chemical. |

